
把面形磨到纳米级,装上去成像却一塌糊涂。问题可能不是出在“磨”上,而是出在“看”和“装”之间的那道缝。
在非球面加工车间里,这样的场景并不少见:
检测报告白纸黑字写着面形PV完美达标,RMS控制在纳米级。但镜头装上去以后,成像质量就是不对劲——畸变、像散、像面倾斜,各种问题此起彼伏。
很多人第一反应:检测数据不准?装配出了问题?环境扰动?
但有一种可能性,比这些都要隐蔽,却更容易被忽视——基准传递断了链子。
机械基准:加工和装配的“硬通货”
要理解基准传递,得先搞清楚一件事:在加工和装配这两个环节,机械基准是绝对的主角。
先说加工。镜子的车削、研磨、抛光,靠什么定位?靠的是镜体的机械定位面、外圆边缘、定位销孔、安装法兰面。车削时,卡盘夹持外圆,以外圆为基准定心;研磨和抛光时,镜子的承靠面落在工装台面上,台面与镜体定位面贴合。无论哪道工序,镜子在机床上的空间位置,归根结底都是由这些机械基准面确定的。
再说装配。镜子装进镜筒或结构件,靠什么定位?还是机械基准——安装法兰面靠端面贴合,外圆和镜筒内孔配合定位,定位销和销孔确定角向。装上去就不动了,镜筒不认你的光轴,只认机械面。
加工和装配,用的是同一套语言:机械基准。 它们天然就有共同的对话基础。
问题出在哪?出在“检测”这个中间环节。
检测环节的光学基准,怎么传回机械基准?
检测是干什么的?是告诉加工“哪里还不够好”,告诉装配“这颗镜子质量合不合格”。
但检测用的是另一套语言——光学基准。 干涉仪的光轴定义了检测坐标系,CGH的波前定义了参考面形。面形误差的PV和RMS,都是在这个光学坐标系下算出来的。
现在问题来了:光学基准和机械基准,怎么对齐?
如果不对齐,就会出现这种荒诞的情况:加工部门按照机械基准把镜子磨到面形达标,检测部门在光学基准下确认了面形达标,但两个“达标”指的不是同一件事——光学基准和机械基准之间有偏差。到了装配环节,镜子按机械基准装进去,光学系统里表现的就是另一个面形。
这才是基准传递陷阱的本质:不是谁不准,是各用各的尺子,然后以为量的是同一件东西。
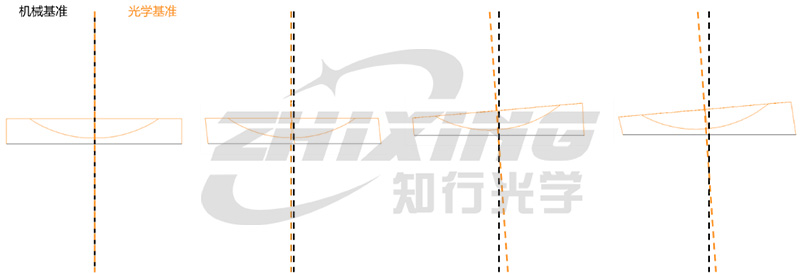
图1 光学基准与机械基准间的四种状态:完全对准、存在偏心、存在倾斜、存在偏心与倾斜(从左至右)
有些检测方式,天生难对齐机械基准
这就引出了一个核心问题:不同的检测方式,把光学基准传递到机械基准上的难度,差了几个数量级。
有些检测方式,基准是“飘”的。
比如传统的机械探针式轮廓仪。它扫描的是镜面某几条线的轮廓,数据精度可以很高。但它的坐标系是由探针运动导轨定义的,这根导轨和镜子的机械基准面之间是什么关系?需要额外的标定才能建立联系。标定准不准?有没有系统误差?每一个问号都是基准传递的风险点。
再比如某些基于拼接的子孔径检测方案。每一步拼接都引入位置不确定性,最终拼出来的整体坐标系和镜子的真实机械基准之间,可能已经累积了不小的偏差。
这些方案的共同特点:光学基准到机械基准的传递链路上,中间环节太多。 每一个中间环节,都是误差的入口。
而CGH检测提供的是另一种思路:在设计阶段就把基准传递的事做到位。
CGH怎么把光学基准交到机械基准手上?
一块用于检测的CGH,通常由两个功能区域组成:
主全息区:负责波前补偿,把干涉仪的标准球面波、平面波变成和被测面匹配的复杂波前,这是面形检测的核心功能。
对准全息区:提供CGH本身相对于干涉仪、以及最终相对于被测镜机械基准的绝对参照系。投射出光斑、会聚标记或猫眼等对准特征,用于确认CGH和被测镜之间的空间位姿关系。
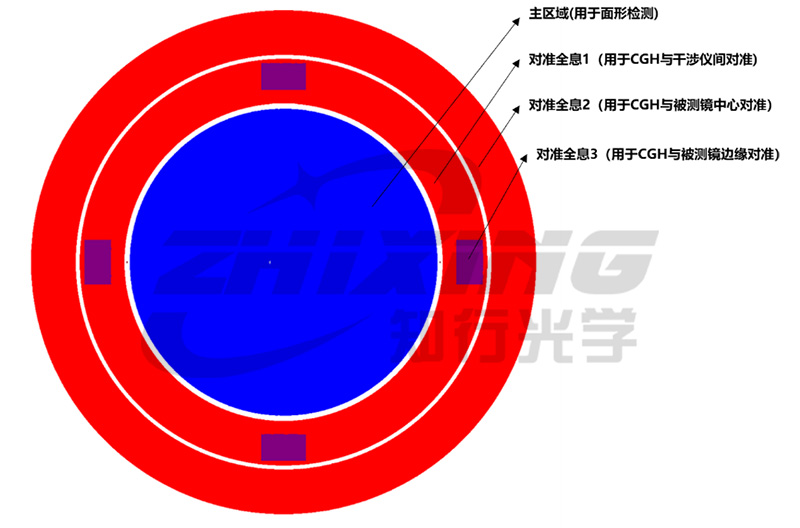
图2 CGH各功能区示意图
这两个区域集成在同一块基底上,意味着什么?
这意味着什么?基准不再是事后标定出来的,而是设计阶段就“写”在了CGH上。
具体怎么传递?在被测镜的机械基准(定位球、基准边、安装法兰面)和CGH上的基准标记之间,建立明确的空间对应关系。对准全息区确保每次检测时镜子位姿是理论设计值,以及确保这套位姿可以被追溯回到镜子的机械基准。
光学基准到机械基准的传递路径,被CGH设计一次性打通了。
这是在解决一个什么问题?
是在解决加工和装配这两个环节,大部分情况只认机械基准这个现实。
你的面形测出来PV多漂亮,装配部门不关心。他们只关心这颗镜子按机械基准装进去之后,在光学系统里的表现。而机械基准是加工端给的,装配端用的也是它——这两头本来是对得上的。
检测要做的,就是让自己的光学基准,尽可能忠实地挂到这套机械基准上去。
有些检测方案在这个转换过程中误差层层放大。CGH的方案,是把转换过程压缩到了设计阶段——机械基准和光学基准的关系,在设计CGH的时候就定义好了,检测时只是把这个定义好的关系复现出来。
转换做得不好,会有什么代价?
代价很实在。
代价一:面形修错了地方。 检测时发现某个区域有偏差,加工端回去修。但如果检测坐标系和机械坐标系之间有倾斜或偏移,这个“偏差”的真实位置就不对。修抛工具按机械基准定位,修的是镜子上另一个位置。结果:该修的地方没修到,不该修的地方被修了。
代价二:装配反复试凑。 镜子面形数据好看,装上去成像不行。装配端开始加垫片、调偏心、补倾斜——用机械手段去补偿一个光学基准到机械基准转换时产生的偏差。一个本该一步到位的事,变成了无限试凑。
一个值得焊进脑子里的问题
下次当你看到一份面形检测报告,值得停下来问一句:
“这个光学基准下的数据,是怎么挂到镜子的机械基准上的?”
如果这条传递链路在设计之初就被充分考虑和定义,那数据是扎实的。
如果这条链路是事后靠标定、靠算法、靠手感拼凑出来的,那所有纳米级的精度数字,可能都建立在松动的土壤上。
CGH提供给行业的,不只是一张全息图,更是一套在设计阶段就把光学基准误差尽可能小地传递到机械基准上的完整方案。
基准传得好不好,决定了镜子装上去行不行。而这件事,值得从一开始就做对。
关注我们,获取更多CGH与非球面检测的技术解读与实践分享。
你在加工和检测中遇到过基准传递的问题吗?欢迎在评论区聊聊。
服务热线
微信客服





