
检测时条纹一片混乱?先别急着怀疑CGH本身,问题可能就藏在眼皮底下的这些细节里。
“CGH检测又报错了”“干涉条纹不稳定”“重复性怎么这么差”……
如果你和你的团队每天都在和非球面、自由曲面打交道,这些抱怨一定不陌生。
很多人的第一反应是:CGH本身出了问题。设计有缺陷?制造精度不够?
但实际上,在我们接触的大量现场案例中,真正的“罪魁祸首”往往不是CGH,而是一些容易被忽视的“隐形杀手”,就潜伏在日常工作的每一个环节。
今天,我们就来把它们一个个揪出来。
隐形杀手一:基准传递失真 —— 严防对准区的“非法位姿”测量
在 CGH 检测的工程逻辑中,基准传递链路是极其严格的:干涉仪波前 → 传递至 CGH 衍射面 → 最终传递至待测镜片。 这是一个环环相扣的几何链条。
在售后支持中,我们经常发现客户提交的测量数据里,CGH 对准区域(Alignment Area)布满了密集的干涉条纹。 这种状态意味着 CGH 并没有处于设计要求的物理位姿,基准从第一步(干涉仪到 CGH)就已经歪了。在这种“非法位姿”下测得的任何面形数据,不仅精度全无,且对于后续的问题分析具有严重的误导性,是非常不严谨的工程行为。

对准区失调示意图
对策:强制基准锁定,回归“零条纹”操作规范
要确保测量数据的真实有效,必须建立“位姿优先”的操作意识:
对准区即是“军令状”:CGH 上的对准区域是保证干涉仪与 CGH 空间关系唯一的反馈图形。必须通过微调 CGH 位姿,将该区域的条纹调整至“零条纹”状态或尽可能稀疏。
严格遵循说明书位姿:操作员必须严格按照使用说明书界定的初始位姿进行装调。对准区的条纹多,说明 CGH 的俯仰、方位或中心偏尚未归零,此时绝不允许进入数据采集环节。
确保物理基准唯一性:只有当对准区条纹减至物理极限下的最稀疏状态,才证明 CGH 处于设计的标准测量状态。此时记录的数据,才是真正由待测镜片引起的波前偏差。
隐形杀手二:镜子“受力变形”——被忽视的像散来源
如果说对准问题是操作层面的,那这个问题则直指被检测对象本身。
很多非球面镜子,为了实现轻量化或满足特定的光学设计,往往具有较大的径厚比,或者选择了刚性相对有限的材料。这类镜子在被工装夹持、或通过特定承靠方式放置时,重力作用和装夹应力会直接在镜体上引发变形。
结果是什么?像散。 而且这种像散是真实的、物理存在的——镜子确实被“压”出了像散。CGH高灵敏度地测到了它,但问题不出在CGH,也不出在镜子的加工面形,而出在“你怎么固定的这块镜子”。
很多现场“死活调不好”的像散,其实就是支撑方式不对导致的。
对策:两步锁定真凶。
第一步,关注镜子——工装系统的刚度匹配。对于径厚比大的镜子,检测工装的设计和验证必须和镜子加工本身放在同等重要的位置。如果你反复测出规律性的像散,先检查工装和承靠方式。
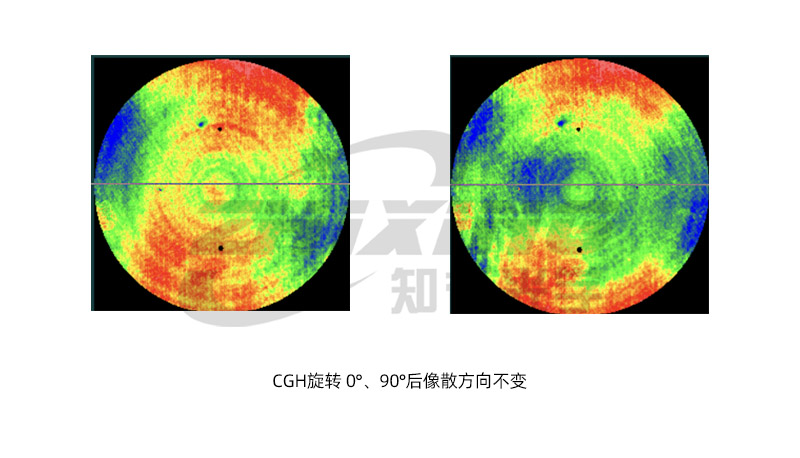
第二步,用一个简单却极其有效的诊断手法确认根源——旋转CGH测试法。保持镜子和工装位置不变,单独旋转CGH一定角度(例如90°)。如果干涉图中的像散方向纹丝不动,说明CGH本身没有问题,像散来源在镜子或工装一侧,继续排查装夹方式;如果像散方向跟随CGH同步旋转,则问题出在CGH本身。这个测试快则几分钟,却能瞬间排除对CGH的怀疑,把排查火力集中到真正的问题源头,是现场诊断的一把利器。
隐形杀手三:被测镜没擦干净——再好的检测也怕脏
这个问题说出来简单,但中招率极高,而且越资深的工程师有时候越容易栽在这上面。
镜子在加工、搬运、装夹过程中,表面难免沾染指纹、油脂、抛光液残留、灰尘颗粒、甚至空气中的挥发物凝结。这些东西在日光灯下肉眼根本看不见,但一旦进入CGH检测光路,就会在干涉图上表现为局部的面形“塌坑”或“鼓包”,或者小尺度的不规则噪声。
对策:建立标准化的清洗和验证流程。 不要用“差不多干净了”作为判断标准。对精测前的镜子,制定明确的溶剂选择(如分析纯乙醇、丙酮)、擦拭手法(拖擦、卷擦)、和最终确认步骤。有条件的话,在检测光路下快速扫描镜面不同区域,如果某个局部“缺陷”在擦拭后消失或移动,那就不是面形问题。把这步做扎实了,能省下大量无效的修抛时间。
隐形杀手四:衍射级次串扰——那些“不该来的光”
CGH本质上是一个衍射光学元件,它会产生多个衍射级次。+1级用于检测,0级、-1级甚至更高阶,如果不加以隔离,这些“寄生”级次会杂散地混入测量光路,降低干涉条纹的对比度,甚至引入虚假的相位信息。
这本质上是设计层面的问题,但在现场常常表现为“条纹模糊”“对比度差”“报错”等症状。合理载频设计的价值,就是干净地分离干扰衍射级次。
对策:当你排除了其他因素,条纹仍然“糊”,可以向CGH设计方确认载频设计方案和衍射级次分离的定量分析报告。
隐形杀手五:热平衡不充分——刚拿进来的镜子测不准
这个问题说起来同样简单,但中招的频率也是极高的。
镜子刚从加工车间、清洗槽或存放柜拿出来,温度还没和检测环境充分平衡,就直接上工装开始检测。镜体内部存在温度梯度,表面热变形导致测量结果持续漂移——前五分钟测的数和十分钟后不一样,刚开机和稳定后的干涉条纹判若两镜。
有时候,操作者发现数据不对,调来调去折腾一通,其实镜子在“自己动”——它在缓慢地趋向热平衡。
对策:给它时间。 建立检测前的恒温存放规范,尤其是大尺寸或大厚度镜子,热平衡时间可能要远比你直觉认为的长。有条件的话,用辅助测温手段确认镜体温度是否已稳定,再开始检测。
如何系统性地“捉鬼”?
总结一下,下次CGH检测报错时,不妨按以下顺序排查:
对准区域是否调整到位——如果对准区域条纹非常密集,那第一步的基准就是不严谨的;
镜子是否被工装“压变形”——检查装夹方式,用旋转CGH法先排除CGH嫌疑,再锁定工装或镜子问题;
镜子擦干净了没有——局部“塌坑”或“鼓包”先洗了再看,没洗干净别急着上抛光机;
衍射级次是否串扰——条纹模糊未必是光不够强,可能是杂散光来了;
镜子是否热平衡充分——给它足够的恒温时间,别抢那十几分钟。
CGH检测是一门严谨的科学,更是一项精细的工程实践。关注我们,获取更多CGH与非球面检测的实战技术分享。你在现场还遇到过哪些“死活调不好”的诡异问题?欢迎在评论区留言交流。
服务热线
微信客服





